不銹鋼換熱器管的生產工藝具體分成那些?
時間:07/22/2025 06:18:07不銹鋼換熱器管的生產工藝根據類型和性能要求分為這些環節:
一、材料制備
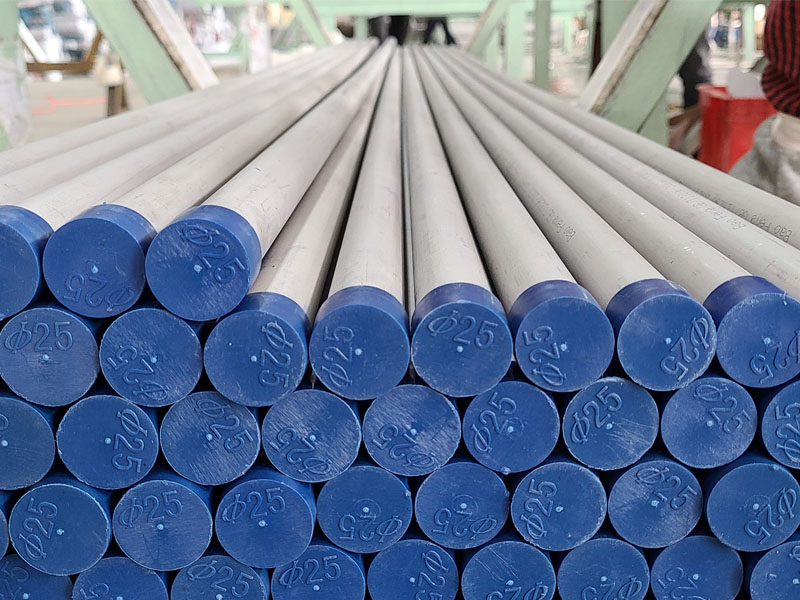
?材質選擇:奧氏體不銹鋼為主材,包括304(0Cr18Ni9)、304L(00Cr18Ni10)、316L(添加鉬抗氯離子腐蝕),碳含量嚴格控制在0.03%-0.08%以抵抗晶間腐蝕?。
坯料處理:圓鋼經剝皮去除表面缺陷,切割成設定尺寸的管坯?。
二、初級成型工藝
無縫管加工:
①熱軋/冷軋
鋼錠在1100-1190℃下穿孔制成荒管,適用于大口徑厚壁管?。
②冷拔精整
薄壁管通過冷拔控制精度:外徑公差±0.20mm,壁厚公差±0.05mm;采用35-45%石蠟+55-65%機油混合潤滑劑減少摩擦?。
波節管加工:
①液壓/機械成型
在基管表面壓制連續相切圓弧波紋,形成湍流強化換熱(傳熱效率達普通管3倍)。
②波形強化
波紋峰谷設計承受6.4MPa壓力,450℃高溫,球形緊固件包裹邊緣防變形?。
三、熱處理強化
五階段退火:
階段1:700-800℃ → 階段2:930-970℃ → 階段3:1010-1050℃。
階段4-5:1030-1080℃保溫6-10分鐘,消除應力并優化晶體結構?。
光亮退火:在保護氣氛中處理,使表面粗糙度降至Ra≤0.8μm?。
四、表面精加工
混酸酸洗:使用5-8%氫氟酸+10-15%硝酸混合液(40-60℃),去除氧化皮并形成鈍化膜?。
拋光處理:內整平工藝提升管內壁光潔度,減少流體阻力?。
五、質量檢測
①尺寸精度
激光測量儀:壁厚公差±10%內?。
②耐腐蝕性
鹽霧試驗/晶間腐蝕測試(ASTM標準)?。
③密封性
水壓試驗:1.5倍工作壓力保壓?。
④內部缺陷
超聲波探傷+渦流檢測?。
通過精密溫控、嚴格酸洗和多重檢測,能確保不銹鋼換熱器管兼具高效導熱與長效耐蝕的性能。
上一篇:
山東盛陽金屬科技被評為臨沂市“人才引領型企業”
下一篇:
不銹鋼U型管爆裂的誘因